
船舶工业涂装及挥发性有机物控制技术现状及发展趋势
0世纪70年代以前,在传统的造船工程中,船舶涂装技术相当落后,曾被称为“敲铲油漆”。从20世纪80年代初开始,船舶涂装领域发生了一系列的重大变革。钢铁原材料预处理和涂装车间底漆的新工艺获得普遍应用;以室内喷丸除锈和动力工具除锈代替了原始落后的手工敲铲除锈;国外各种新型的高性能涂料不断受到应用;各种先进的设计与生产技术、管理方式不断获得应用,并结合我国实际情况逐步得到发展提高。
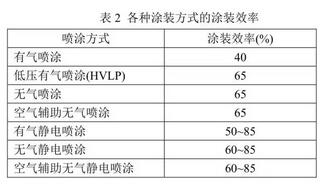
从20世纪90年代中期开始,船舶涂装技术领域得到了长足的进步。世界主要造船国在涂装工艺发展趋势是涂装工艺向机械化、自动化方向发展,用得最多的是自动喷涂工艺,包括有气喷涂(常压、低压)、无气喷涂、静电喷涂、无气静电喷涂和有气静电喷涂,各工艺的涂装效率见表2静电喷涂的涂装效率较高,一般可达85%,有气喷涂的涂装效率仅为40%。
国内主力船厂建成了一大批与造船发展相适应的先进的大型涂装设施,如钢材预处理生产线分段涂装工场配备磨料自动回收、自动喷漆、自动除尘装置,以及温度、湿度自动控制装置等,大大提高了涂装工作效率和质量;在涂装设计、施工、质量管理、物料管理等方面完善了标准体系;开始确立涂装作业周期应有的地位,推进并建立了壳舾涂一体化造船模式;实现了应用计算机辅助涂装生产设计和生产管理,大大提高设计质量和效率,提高工料可控率;逐步推广应用采用高性能专用涂料,低表面处理涂料,通用型底漆,较大幅度提高劳动生产效率;大力开展船舶涂装设计人员、质量检验人员、施工人员的技术培训,提高了涂装专业人员的专业素质,和处理相关问题的应变能力。

由于造船行业的特殊性,早期的涂装过程主要是在露天室外进行,气体的收集难以进行,也就无从进行排气处理。近10多年来,由于涂装工艺质量要求、涂装生产效率及环境保护等多方面的要求,原料、分段构件等体积相对不大的工件的涂装工作越来越多的在室内涂装工场进行。
2006年12月8日,国际海事组织(IMO)第82届海上安全委员会通过了《船舶专用海水压载舱和散货船双舷侧处所保护涂层性能标准》,并将其列入《国际海上人命安全公约》,使之成为强制性标准,该标准明确指出,2008年7月1日以后签订建造合同的500总吨以上所有类型船舶专用海水压载舱及船长不小于150m的散货船双舷侧处,2006年12月8日以后签订建造合同的船长150m以上的油船和船长90m以上的散货船都必须符合这一标准。该标准有四要点:(1)保护涂层系统的目标使用寿命为15年;(2)对环氧树脂涂层干膜厚度不小于320μm,建议使用低挥发性有机物的涂料;(3)压载舱涂料系统应是由主管当局认可的涂料;(4)船厂的涂装和表面质量控制系统须由主管当局或其承认的组织认可。此外对钢板盐分浓度、涂层破损率以及板材边缘圆弧度等都比过去有了更加严格的要求。例如要求每个分段大合拢后涂层的破损率即涂层损坏面积占舱室总面积的比率不得超过2%,以我国目前船厂的硬件设备和管理水平很难达到。我国船厂分段大合拢后涂层的破损率普遍在10%以上。
《船舶专用海水压载舱和散货船双舷侧处所保护涂层性能标准》的实施,对涂装环境的要求变高,传统的露天涂装已无法满足要求,分段涂装工场内进行表面处理和涂漆施工的工作量明显增大,这也给船舶涂装过程的挥发性有机物的收集和净化提供了有利条件。近10年来,涂装工场室内涂装的工作量明显增大,很多船厂现有的涂装车间已无法满足生产需要。
船厂的涂装排气的收集是污染控制的关键难点之一。室内涂装使得大规模的收集和处理挥发性有机气体成为可能。其余包括部分船体的搭棚涂装装,并对围挡的空间进行通风集气,对于一些相对密闭的舱室内部的涂装可在其现有的工艺通排风系统上安装标准化的活性炭吸附装置以减少排放。而吸附饱和的活性炭罐可运送至集中再生车间进行集中再生。
目前船厂涂装工场的污染气体的收集系统形成的是大风量低浓度且浓度波动的气体。而目前大风量低浓度气体的净化技术主要有吸附浓缩加催化燃烧,及吸附浓缩加蓄热燃烧(RTO)。从安全的角度考虑,目前与各类热力氧化过程耦合的吸附浓缩工艺采用的吸附剂已由传统的炭基材料向疏水性分子筛转变。但转轮浓缩加蓄热燃烧系统对于排风强度波动的排气净化的适应性还须完善。



热点资讯
|
|


